Other Forged Components











Material: Carbon steel SAE1035, SAE 1045, CM490
Precision: ±0.01mm
Production process
1. Our R&D personnel are responsible for the development of new products according to customer needs, as well as the development and customization of various mechanical components.
2. Mold-making process: CAD design, CAM, UG, SOLIDWORKS modeling, CNC processing.
The molds are made of a special die steel, which has excellent performance in precision, fatigue resistance and wear resistance, ensuring customers receive reliable, high quality products.
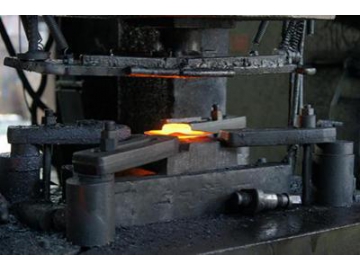
3. After a series of processes covering heating, open die forging, sheet stamping, die cutting, and rectification, the raw material is turned into the forged blanks for torsion arms, and finally, a final product is created through heat treating and machining.
Open die forging
Open die forging uses a friction welding machine for product processing during which the basic geometric shape of the forged product is achieved, and the internal structure (mechanical performance) is improved after a hammering process.
Sheet stamping
Uses the metal blanks to achieve the basic product shape according to design requirements.
Die cutting
Cutting burr of the forged blanks through a die cutting.
Rectification
Rectification uses a height Vernier caliper to determine that the processed ends are the correct size, with a measuring precision of 0.02mm. Necessary testing equipment includes the following: Coordinate measuring machine, Vernier caliper, outside micrometer, circular tester and more.





























