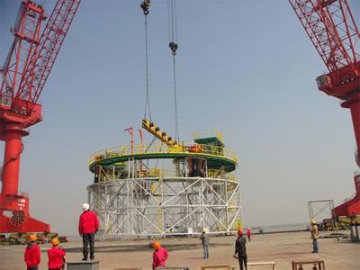
Offshore Maintenance Hydraulic Pile Platform






Design organization: TMS Marine, Holland
Customer: BAM International, Australia
Manufacturer: SDHM Heavy Machinery
Location: Sea-crossing Bridge of Australia
Project time: 1-8-2013
Engineering quantity:
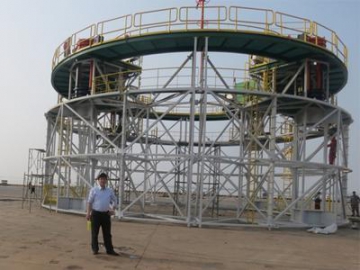
Size: 18mx18x11m
Weight: 85Ton offshore maintenance hydraulic pile platform
Standard
UT AWS D1·1/D1·1M·2010, Ⅱ grade
MT per J B/T6061
PT per JB/T6062
Explanation
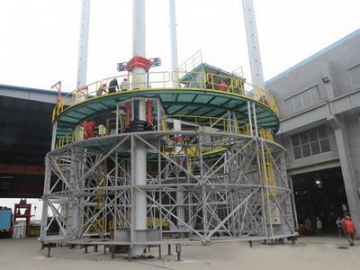
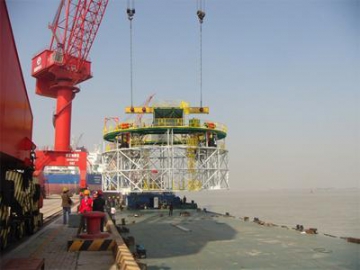
The offshore maintenance hydraulic pile platform was designed by Holland TMS for Australia BAM, with the design sent to Wuxi SDHM for manufacturing. A total of 4 sets were used for inspection and maintenance of pile legs in the large bridge, and feature an automatic hydraulic lifting function.
Project engineering analysis
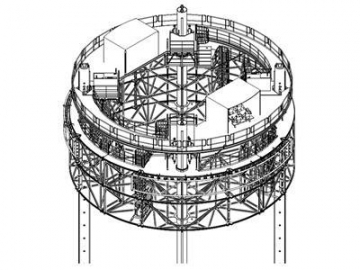
This hydraulic spud project consists of 4 primary assemblies: Platform main frame, Spud lifting system, Cross head, Railings
Structure overview
The platform main frame is a truss structure made using a square steel tube, with a wall thickness of 5 to 10mm, and a grade of Q345B/Q345C GB/T3274-2007. The spud is made of a 762 x 32 straight seam pipe, using Q345B materials.
As the pipes used for the platform are thin with numerous welding joints, materials are designed to be low temperature (0 ℃ to -20 ℃) impact materials. Taking the load capacity into consideration, the following welding procedure is used:
Welding wires use FCAW flux-cored wire
HYE711 (AWS A5.20 E71T-1), SAW submerged arc welding use H10Mn2 (AWS A5.17), SH331Flux Strictly follow factory welding material control procedure (Welding material mainly use FCAW flux-cored wire HYE711(AWS A5.20 E71T-1), Submerged Arc Welding use H10Mn2 (AWS A5.17), SH331 welding flux. Strictly follow factory management system for dispatching welding material.)[GF1]
MAG-C: Purity of CO2 ≥99.8% conforming to WPS and control the water content, liquefy is ≤-35℃ / 1 bar.
The bevel for plate parts should be clean with no rust, oil dirt slag, or water, and must be kept dry.
For the joint welding seam, use a run-on tab and run-off tab, and cut them 3mm away from the base metal after welding, then grind until they are flush to the surface.
Tack welding is generally welded from the back side with no defects. When tack welding is treated as part of the weld metal, strict attention to the root weld is required.
Fillet welding seams on the corner should be smooth without an under cut. Arc starting and arc blowout effectively avoid the corner.
When connecting the thick plate and thin plate, preheat them as per the thick one.
| Thickness of plate (mm) | Preheat temperature (℃ ) |
| 3 ~ 20 | 35 |
| 20 ~38 | 65 |
| 38 ~ 65 | 107 |
| 65 ~ 150 | 120 |
For the spud piles, use welding with backing, gas shielded welding at the bottom, and submerged-arc welding at the surface.
Use multi-pass welding to achieve complete penetration. The surface should be smooth without an undercut, and if there is an undercut, it needs grinding with the welding toe to smooth it out without a stress concentration.
Forging parts and thick plates need preheating to the required temperature.
For plates under 16mm, bevel one side, back gouge and weld the back side. Plates that are 16-25mm should be equally beveled on both sides with back gouging before welding the back side. Plates over 26mm thick, bevel both sides unequally, (1/3 +2/3), back gouge at 1/3/
For the NDT to this project, it will be executed in 24 hours after welding as per specifications on the drawing.
Here is a project of our offshore maintenance hydraulic pile platform, and our company provides all kinds of custom steel structures for heavy equipment. We have supplied large welded steel structures like offshore pile structure, harbor steel structure, and mining structure for many brand companies. By using quality raw materials and complete manufacturing equipment, we offer quality heavy duty marine structures for global customers.



























