Twin-Screw Plastic Pelletizing System



Some recycling and compounding tasks require more control during melting and mixing. For these cases, a co-rotating twin-screw pelletizing system is often used. It provides reliable handling of crushed materials and plastic flakes. It also allows for better control over mixing and material behavior during processing.
This plastic recycling system is commonly applied to PP, PE, ABS, PS, PA, and PC, which includes regrind and flakes from recycling and modification processes. Depending on material characteristics and production requirements, it can be arranged as single-stage, double-stage, or triple-stage pelletizing lines. The main difference between these pelletizing configurations is how their screw units are divided and assigned, rather than their performance ranking. The uniform plastic pellets produced by the twin-screw pelletizing line can be reused as raw material for injection molding, film blowing, and pipe extrusion in downstream plastic manufacturing.
- PP rigid waste plastic
- PE rigid waste plastic
- PS rigid waste plastic
- ABS scraps
- PA rigid waste plastic
- PC rigid waste plastic
- PP woven bag
- LDPE film
- PE greenhouse film
- PP bulk bag
- PP woven bag (mixed color)
- PE agricultural mulch film
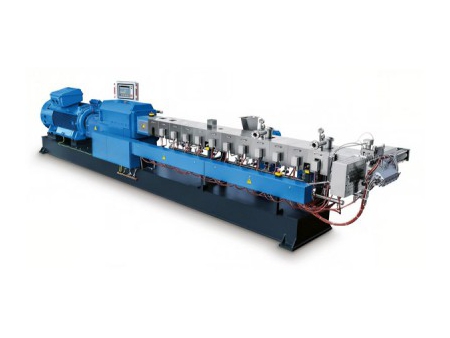
The entire process of plastic pelletizing is completed by a single twin-screw unit. Its compact layout is simple to operate and does not have high space requirements. This plastic recycling system is commonly used for general plastics, engineering plastics, and thermoplastic elastomers where material behavior is not very complex.
Features
- The single twin-screw pelletizing system reduces overall equipment costs and lowers the user's investment. It has a compact layout that takes up less space and avoids the need for additional staged screw drives or separate temperature-control units.
- The screw uses a modular, block-style design made up of conveying blocks, kneading blocks, and toothed discs. The configuration of the screw changes with the material being processed. More conveying blocks are added for powder materials, whereas kneading blocks can be reduced when processing sticky plastics.
- The twin-screw pelletizing line has a comparatively more efficient mixing strength. Its mixing strength varies by changing the angle and number of kneading blocks. Lower angles can be useful for the gentle distribution of powders, while higher angles improve basic dispersion of fillers.
Double-stage twin-screw systems can be arranged as twin-screw single-screw or twin-screw twin-screw. However, the twin-screw single-screw arrangement is generally preferred by most users. In a double-stage pelletizing system, the first stage focuses on mixing and plasticizing, while the second stage handles pressure stabilization and extrusion. The plastic pelletizing line has a better temperature control and also avoids excessive shear. It is suitable for heat-sensitive materials and materials with high filler content.
Features
- Mixing and pressure-building extrusion are handled by two separate machines. This improves mixing quality and maintains steady material performance.
- Better heat control reduces the risk of over-shearing during processing.
- In addition to heat-sensitive and high-filler materials, double-stage twin-screw system also works well with recycled plastics that have complex compositions, higher impurity levels, or poor flow characteristics.
The triple-stage twin-screw plastic pelletizing line consists of one co-rotating twin-screw extruder combined with two single-screw extruders. It is commonly used for pelletizing complex materials with higher demands for formulation.
Features
- It is suitable for modified plastics with high filler content or complex formulations that are difficult to process in fewer stages.
- The three-stage process works together to handle melting, homogenization, and degassing in sequence for stable output.
- Material passes through multiple extrusion stages, resulting in better plasticization and more compact pellets.
| Model | |||||
| Screw Diameter (mm) | 35 | 50 | 65 | 75 | 95 |
| Screw Speed (rpm) | 90-600 | 90-600 | 90-600 | 90-600 | 60-400 |
| Power (kW) | 37 | 55 | 90 | 160 | 315 |
| L/D Ratio (Max) | 44 | 44 | 44 | 44 | 40 |
| Output Capacity (kg/h) | 40-100 | 100-200 | 200-400 | 300-600 | 1000-1500 |