Plastic Extruder Heating System

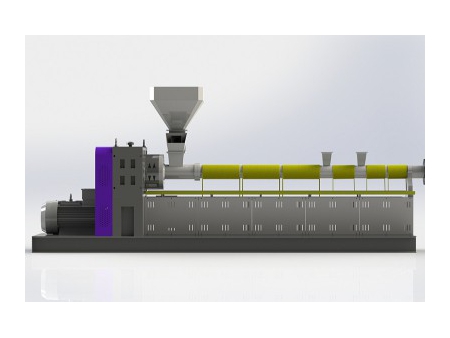



The heating system is a key part of any extrusion line. The heat provided during extrusion directly affects how evenly the plastic melts and how stable the whole process remains. After washing, the material is heated until it reaches a uniform molten state. Proper heating helps reduce impurities and trapped air, that enhances the pellet quality in the next stage.
Application
Suitable for large-scale pelletizing lines where fast heating and precise temperature control are required, especially in high-output production.
Specifications
| Power (kW) | Input Voltage (V) | Input Current (A) | Output Current (A) | Cooling Method | Inductance (H) |
| 15 | 380, 3-Phase | 30 | 45 | Air cooled | 180-220 |
| 30 | 380, 3-Phase | 45 | 68 | Air cooled | 140-170 |
| 40 | 380, 3-Phase | 60 | 90 | Air cooled | 180-210 |
| 60 | 380, 3-Phase | 90 | 135 | Air cooled | 140-170 |
| 80 | 380, 3-Phase | 120 | 180 | Air cooled | 110-130 |
| 100 | 380, 3-Phase | 150 | 225 | Air cooled | 100-120 |
| 120 | 380, 3-Phase | 180 | 270 | Air cooled | 80-90 |
Features
- Rapid heating that matches continuous production speed while reducing energy consumption.
- Temperature can be adjusted directly from the control panel for accurate control.
Ceramic heaters are available in ring and plate forms. Voltage and power (typically around 5 W/cm²) can be configured according to wiring requirements, with options including 36V, 110V, 180V, 220V, and 380V. The ceramic heaters reduce energy consumption by around 30% compared to traditional electric heaters. We provide custom production based on specific dimensions such as outer diameter, inner diameter, and height. Options such as terminal boxes or protective covers can also be specified.
Application
Suitable for medium-scale operations that require steady and even temperature control.
Features
- Lower power consumption helps reduce energy costs.
- Even heat distribution supports more uniform melting and reduces the risk of local overheating or material carbonization.
- Resistant to chemical corrosion, contributing to longer service life.
- Heating response is slower, so startup time is longer and temperature adjustment is less flexible compared with induction systems.
This system uses a traditional band-style heater to transfer heat to the barrel. The outer shell is made from 0.3 to 0.5 mm stainless steel (or iron), with high-temperature mica insulation inside. Nickel-chromium resistance wire serves as the heating element and is formed into the required shape. It is suitable for smaller-scale pelletizing lines with limited budgets or moderate production demands. The system has lower initial cost, a simple structure, and straightforward maintenance.