Angular Steel Power Transmission Tower

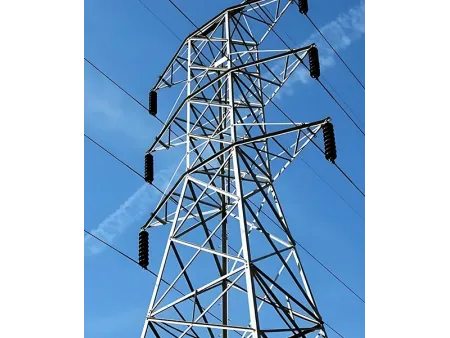
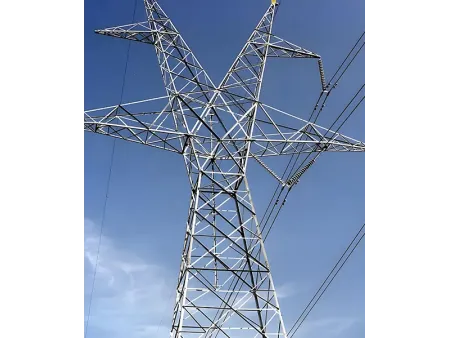
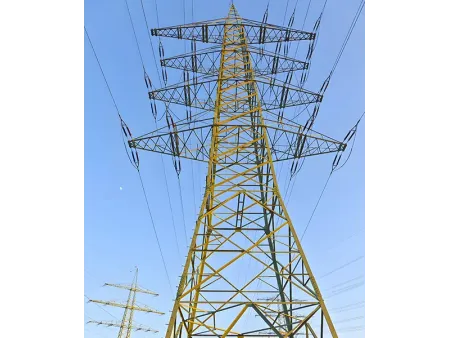

Self-supporting lattice tower constructed from angular steel members for power transmission lines, available in height options from 5 to 60 meters
Angular steel power transmission towers are self-supporting structures built with hot-dip galvanized angle steel. They are widely used in power transmission corridors, substation extensions, and other electrical infrastructure projects. The design provides reliable strength for high-voltage applications and performs well in long-term outdoor conditions.
- Design Standard ANSI/TIA-222-G/H/F; EN 1991-1-4; EN 1993-3-1
- Height Range 5–60 m, customizable according to project requirements
- Design Wind Speed Up to 300 km/h, adjusted according to site conditions
- Surface Treatment Hot-dip galvanized
- Main Materials
The tower is built with hot-dip galvanized angle steel with a zinc coating thickness of at least 85 μm. This treatment provides more than 30 years of salt-spray resistance. The material delivers compressive strength above 350 MPa, ensuring stable performance under heavy loads. - Connection Method
Components are secured with bolted connections. Certain sections use a modular design, such as X-shaped reinforcement plates and dual-stage spring dampers that help improve vibration control and structural stability. - Specification Optimization
Large-section single-leg angle steel reduces the number of bolts and filler plates needed during assembly. This simplifies installation and increases overall construction efficiency. - Wind and Seismic Performance
The energy transmission line tower is designed for wind speeds up to 30 m/s. It meets seismic requirements for intensity level 8, with a maximum displacement of no more than 3.2 mm under level-6 seismic conditions. This ensures dependable performance across a wide range of environments.
Typical Installation Environments
The installation of angular steel transmission line towers requires careful consideration of soil conditions, wind exposure, and local climate. Different terrains call for specific precautions to ensure long-term structural stability.
- Plains
Plains usually provide firm soil, but soft ground should be avoided. The foundation must support both the tower weight and the tension of the conductors, with enough bearing capacity for long-term operation. - Mountain Areas
Sites prone to landslides or debris flow should be excluded. Stable geological zones are preferred to keep the tower secure and reduce maintenance risks. - Coastal Regions
Tidal forces and wave impact on the foundation must be taken into account. The tower should offer strong wind resistance and reliable corrosion protection to withstand the coastal environment.
| Product | Power transmission tower |
| Safety Factor | Safety factor for conductors: 2.5-4.0; Safety factor for grounding: 2.5-4.0 |
| Ultimate Tensile Strength | 490kpa-620kpa |
| Tolerance of dimension | ±2% |
| Manufacturing Standard | GB/T 2694-2018 |
| Quality Certification | ISO 9001: 2015; COC; Third Party Inspection Report (SGS, BV) |
| Nuts & Bolts | Grade 8.8/6.8/4.8; A325, DIN7990, DIN931, DIN933; ISO4032, ISO4034 |
| Main Material | Q235B/Q355B/Q420B Angle Steel |
| Height Range | 5–60 m, customizable according to project requirements |
| Design Wind Speed | Up to 300 km/h,adjusted according to site conditions |
| Surface Treatment | Hot-dip galvanized |
| Galvanizing Standard | ASTM A123/ ISO 1461 |
| Expected Service Life | More than 20 years |
| Color Options | Silver (galvanized) or painted finish, RAL color system, customizable |
| Seismic Resistance | Up to 8° seismic intensity |
| Appropriate Temperature | −60° to 60° |
| Rated Voltage: | 10kV, 33kV, 66kV, 110kV, 132kV, 220kV, 380kV, 400kV, 500kV, 750kV, 1000kV |
| Welding | Welding complies with AWS D1.1. CO₂ welding or submerged-arc automatic welding with no fissures, overlap, or defects;internal and external welds provide a uniform finish. |
| Base Plate | Square, round, or polygonal base plate with slotted holes for anchor bolts;dimensions customizable per project requirements |
| Certification Standard | ||
| Design Standards |
| |
| Structural Steel | ||
| Grade | Mild Steel | High Tensile Steel |
| GB/T 700 – Q235B, Q235C, Q235D | GB/T 1591 – Q355B, Q355C, Q355D, Q420B | |
| ASTM A36 | ASTM A572 Gr.50 | |
| EN 10025 – S235JR,S235J0,S235J2 | EN 10025 – S355JR,S355J0,S355J2 | |
| Design Wind Speed | Up to 300 km/h | |
| Allowable deflection | 0.5–1.0° @ operational speed | |
| Tensile strength (MPa) | 360–510 | 470–630 |
| Yield strength (t ≤ 16 mm) (MPa) | 235 | 355 / 420 |
| Elongation (%) | 20 | 24 |
| Impact strength KV (J) | 27 (20°C) - Q235B (S235JR) | 27 (20°C) - Q355B (S355JR) |
| 27 (0°C) - Q235C (S235J0) | 27 (0°C) - Q355C (S355J0) | |
| 27 (-20°C) - Q235D (S235J2) | 27 (-20°C) - Q355D (S355J2) | |
| Bolts & Nuts | ||
| Grade | Grade 4.8, 6.8, 8.8 | |
| Standards for mechanical properties | ||
| Bolts | ISO 898-1 | |
| Nuts | ISO 898-2 | |
| Washers | ISO 7089 / DIN 125 / DIN 9021 | |
| Standards for dimensions | ||
| Bolts (dimensions) | DIN 7990,DIN 931,DIN 933 | |
| Nuts (dimensions) | ISO 4032,ISO 4034 | |
| Washers (dimensions) | DIN 7989,DIN 127B,ISO 7091 | |
| Welding | ||
| Method | CO₂ Shielded Arc Welding & Submerged Arc Welding (SAW) | |
| Standard | AWS D1.1 | |
| Galvanizing | ||
| Galvanization standard of steel sections | ISO 1461 or ASTM A123/A123M | |
| Galvanization standard of bolts and nuts | ISO 1461 or ASTM A153/A153M | |
Main & Optional Components
- Anchor Bolts
- Copper Grounding Material
- Connection Plates
- Accessory Bolts
Laser Cutting
Laser cutting is used to shape the steel components through focused beam cutting and assisted gas removal. The process offers fast cutting speed and high dimensional accuracy (up to ±0.05 mm), while keeping heat impact to a minimum. This reduces the risk of deformation and results in clean, well-defined edges.
CNC Punching and Shearing
Steel angles are processed through CNC-controlled punching and shearing lines. Automatic feeding, positioning, punching, and cutting are all integrated into the process, keeping production running smoothly and efficiently. Precise CNC positioning keeps quality consistent, even when working with more complex parts.
Hot-Dip Galvanizing and Surface Protection
The tower is protected with hot-dip galvanizing as the main anti-corrosion treatment, along with an extra plastic coating for added protection. The zinc layer protects the steel from rust and adds strength, while the coating gives extra insulation and surface protection. This combined treatment allows the tower to maintain reliable performance for over 20 years and adapt well to harsh environments such as high and low temperatures, coastal areas, and mountainous regions.